


Plastic injection molding is a high-volume manufacturing process used to make accurate, repeatable plastic parts. It supports everyday and industrial products across automotive, medical, electronics, packaging, appliance, consumer goods, and machinery markets.
Manufacturers use it for one clear reason: once a part design is stable and the mold is built, the same part can be produced thousands or millions of times with tight control over size, shape, material, and finish. That makes it a strong fit for products that need consistent quality at scale.
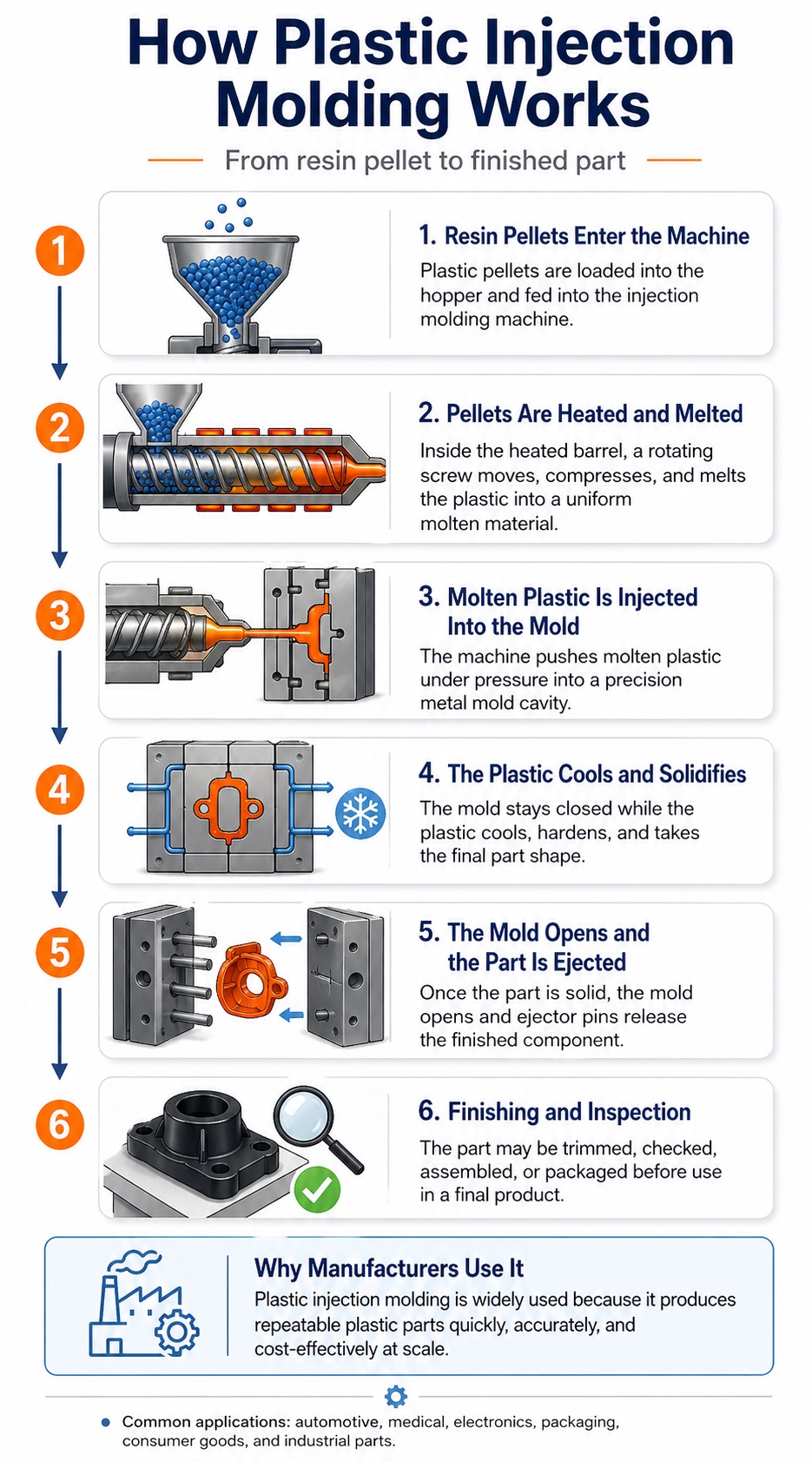
Quick Answer: Plastic injection molding melts plastic resin and pushes it into a shaped metal mold. After the plastic cools and hardens, the mold opens and releases the finished part. The process is widely used because it can produce complex plastic parts with consistent quality, strong repeatability, and low per-part cost at medium and high production volumes.
What Is Plastic Injection Molding?
Plastic injection molding forms plastic parts by melting plastic pellets, injecting the molten plastic into a precision mold, cooling the part inside the mold, and then ejecting the finished component.
The mold is usually made from steel or aluminum. It is machined to match the final part shape, including details such as ribs, clips, holes, textures, threads, and thin walls. Many molded parts come out close to finished, with only light trimming, inspection, assembly, or surface finishing needed.
In practice, injection molding works best for repeat production, not one-off parts. The mold takes time and money to build, but once it is ready, manufacturers can produce large numbers of identical parts with reliable fit, appearance, and performance.
How Plastic Injection Molding Works
Plastic injection molding follows a controlled production cycle. The exact setup depends on the plastic material, mold design, machine size, part shape, tolerance needs, and order volume.
Material Selection
The process starts with choosing the right plastic resin. Engineers select the material based on how the part needs to perform in real use.
Common injection molding materials include:
- ABS
- Polypropylene
- Polyethylene
- Nylon
- Polycarbonate
- Acetal, also called POM
- TPE and TPU
Material choice affects strength, flexibility, heat resistance, chemical resistance, surface finish, cost, and regulatory fit. A clear protective lens, a soft grip, a living hinge, and a heat-resistant automotive part all need different material properties.
Resin Drying and Preparation
Some plastics absorb moisture from the air before processing. These materials need drying before they enter the molding machine.
Moisture in the resin can cause weak parts, bubbles, streaks, poor surface finish, and uneven performance. Drying is especially important for moisture-sensitive plastics such as nylon, polycarbonate, PET, and some higher-grade engineering resins.
Melting and Plasticizing
Plastic pellets feed into a heated barrel inside the injection molding machine. A rotating screw moves the pellets forward while heat and friction melt the material.
This stage turns solid pellets into a steady flow of molten plastic. The machine controls temperature, pressure, screw speed, and flow. Small changes in these settings can affect the final part, especially when the design has thin walls, tight tolerances, or detailed surface features.
Injection Into the Mold
After enough molten plastic is prepared, the machine injects it into the mold under pressure. The plastic flows through channels and gates until it fills the mold cavity.
Gate location, mold temperature, injection pressure, and flow path all matter. Poor control at this stage can lead to defects such as short shots, weld lines, burn marks, weak spots, or uneven surfaces.
Cooling and Solidification
The plastic cools inside the mold until it holds its final shape. Cooling is one of the most important parts of the cycle because it affects strength, shrinkage, warping, and production speed.
Thicker sections take longer to cool and can shrink unevenly. That is why good molded part design often uses even wall thickness instead of bulky areas.
Ejection and Finishing
Once the part is solid enough, the mold opens and ejector pins push the part out. The machine then starts the next cycle.
Some parts are ready to use right away. Others need extra steps, such as:
- Gate trimming
- Deburring
- Inspection
- Pad printing
- Painting
- Ultrasonic welding
- Heat staking
- Insert installation
- Packaging
- Assembly
Why Plastic Injection Molding Is Used in Modern Manufacturing
Plastic injection molding remains widely used because it solves a practical production problem: how to make large numbers of plastic parts with the same shape, size, and performance.
High-Volume Production
Injection molding is built for repeat production. After the mold is built and the process is validated, manufacturers can run large batches with short cycle times.
This makes the process useful for parts that need the same dimensions, fit, look, and function across thousands or millions of units.
Lower Cost Per Part at Scale
The mold is usually the largest upfront cost. Tooling requires design work, machining, polishing, testing, and sometimes cooling channels, slides, lifters, or other moving parts.
After the mold is complete, the cost per part drops as volume increases. That is why injection molding often becomes more cost-effective than CNC machining or 3D printing for high-volume plastic parts.
Consistent Part Quality
Injection molding supports strong repeatability when the mold, resin, and machine settings are controlled. This matters for parts that must fit into assemblies, meet size requirements, or perform under stress.
That consistency is important in medical devices, automotive systems, electronics housings, industrial fittings, and packaging closures.
Complex Part Shapes
Injection molding can produce shapes that are difficult or expensive to make with other processes. A molded part can include ribs, bosses, snap-fits, clips, textures, threads, thin walls, living hinges, and molded-in inserts.
This design freedom can also reduce assembly work. Instead of joining several pieces together, a manufacturer can often mold several functions into one part.
Wide Material Choice
Injection molding works with many thermoplastics and engineering resins. Manufacturers can choose materials for impact strength, softness, stiffness, clarity, flame resistance, heat resistance, food-contact use, chemical resistance, or outdoor exposure.
For example, polycarbonate is often used where impact resistance and clarity matter, while polypropylene is common for lightweight, chemical-resistant parts. Nylon is often chosen for strength and wear resistance.
Fast Production After Tooling
Tooling takes time, but production moves quickly once the mold is ready and the process is set. Injection molding machines can run controlled cycles with set temperatures, pressures, cooling times, and ejection steps.
That is why the process remains a core method for modern plastic part production. It gives manufacturers a practical way to make detailed, repeatable parts at scale without losing control over quality.
Common Materials Used in Plastic Injection Molding
| Material | Common Properties | Typical Uses |
| ABS | Tough, impact-resistant, easy to finish | Housings, appliance parts, consumer products |
| Polypropylene | Lightweight, flexible, chemical-resistant | Packaging, living hinges, caps, automotive parts |
| Polyethylene | Durable, moisture-resistant, cost-effective | Containers, lids, industrial parts |
| Nylon | Strong, wear-resistant, heat-tolerant | Gears, bearings, mechanical parts |
| Polycarbonate | Clear, strong, impact-resistant | Lenses, covers, guards, electronics |
| Acetal/POM | Low-friction, dimensionally stable | Precision gears, clips, mechanical parts |
| TPE/TPU | Soft, flexible, rubber-like | Grips, seals, overmolded parts |
Industries That Use Plastic Injection Molding
Plastic injection molding is used across many major industries because it can make strong, repeatable plastic parts in large volumes. The process fits products that need the same shape, size, color, texture, and performance across long production runs.
Automotive
Automakers use injection molded plastics for interior trim, clips, connectors, housings, brackets, buttons, under-hood parts, fluid-handling components, and lightweight assemblies.
The process helps reduce vehicle weight, keep part dimensions consistent, and combine several features into one molded part. In practice, this is useful for parts that need to fit cleanly into larger systems, such as dashboards, door panels, engine-area housings, and electrical connectors.
Medical and Healthcare
Medical and healthcare manufacturers use injection molding for diagnostic device housings, syringe parts, labware, device enclosures, surgical tool components, and single-use plastic parts.
These applications need tight control. Medical injection molding often involves approved materials, clean production areas, traceable batches, process validation, and quality systems. A small defect in a medical part can create a real safety problem, so repeatability matters more than speed alone.
Consumer Products
Many everyday products contain injection molded parts. Common examples include storage containers, appliance parts, toys, tool handles, toothbrush bodies, kitchen products, bottle caps, and household accessories.
Consumer products often need consistent color, surface texture, fit, and feel. Injection molding supports that kind of repeat production, especially when a product line uses the same part design across many units.
Electronics
Electronics manufacturers use injection molding for enclosures, bezels, connectors, switches, cable parts, protective covers, and insulating components.
Plastic parts in electronics need more than a clean appearance. They often need to protect internal parts, fit tightly around circuit boards, resist heat, and provide electrical insulation. Injection molding allows manufacturers to build those features into the part design instead of adding them later.
Packaging
Injection molding is common in packaging for caps, closures, dispensers, lids, thin-wall containers, and protective plastic parts.
Packaging parts usually need low weight, quick production, steady fit, and reliable sealing. A bottle cap, for example, has to look simple to the buyer, but it still needs accurate threads, a clean seal, and the right material strength for shipping and use.
Industrial and Construction Products
Industrial and construction manufacturers use injection molded plastics for fittings, fasteners, machine guards, tool bodies, handles, equipment housings, and mechanical parts.
These parts often face wear, chemicals, impact, heat, or repeated handling. Material choice matters here. Nylon, acetal, polypropylene, polycarbonate, and other engineering plastics are often selected based on strength, chemical resistance, wear resistance, or dimensional stability.
Main Advantages of Plastic Injection Molding
Plastic injection molding remains widely used because it gives manufacturers a practical mix of speed, repeatability, design freedom, and cost control at scale. The main strength is not just making plastic parts. It is making the same plastic part again and again with tight control over shape, fit, finish, and material performance.
| Advantage | Why It Matters |
| High repeatability | Produces consistent parts across long production runs |
| Scalable production | Supports thousands to millions of parts |
| Low unit cost at volume | Tooling is expensive upfront, but per-part cost drops with scale |
| Complex design capability | Allows ribs, bosses, clips, textures, and integrated features |
| Material flexibility | Supports commodity plastics and engineering-grade resins |
| Good surface finish | Can produce smooth, textured, glossy, or matte surfaces |
| Automation support | Reduces labor needs and improves production consistency |
| Insert molding and overmolding | Allows metal inserts, soft grips, seals, and multi-material parts |
| Reduced assembly | Multiple functions can be molded into one part |
Limitations and Challenges of Plastic Injection Molding
Plastic injection molding is useful for repeat production, but it is not the right fit for every project. The process works best when the part design is stable, the production volume is high enough, and the tooling cost makes sense over the full run.
High Upfront Tooling Cost
The mold is often the largest upfront cost. Tooling price depends on part size, shape, number of cavities, mold material, tolerance needs, surface finish, cooling layout, and expected production life.
A simple aluminum prototype mold costs far less than a hardened steel multi-cavity tool built for long production runs. That cost difference matters, especially for startups, early product testing, and parts with uncertain demand.
Longer Setup and Validation Time
Injection molding takes more preparation than 3D printing or CNC machining a small batch. The process usually includes part review, mold design, tool fabrication, sampling, testing, and process validation.
That setup time is worthwhile for repeat production, but it slows down early-stage projects. In practice, injection molding works best after the design has been tested and is ready for production.
Costly Design Changes
Late design changes can become expensive. If a wall, rib, hole, snap-fit, texture, or surface feature needs adjustment after the mold is built, the tool often needs extra machining, welding, polishing, or replacement.
Good design review before tooling helps control those costs. It also reduces the risk of defects, poor fit, weak areas, and production delays.
Not Ideal for Very Low-Volume Production
Injection molding usually does not make financial sense for only a few parts. The tooling cost is too high unless the part needs a certain resin, surface finish, strength level, or molded feature that other methods cannot provide well.
For prototypes and small batches, 3D printing, CNC machining, or urethane casting often fits better. These methods allow faster changes and lower upfront cost, even if the cost per part is higher.
Defect Risks
Injection molded parts can develop defects when part design, mold design, resin choice, or machine settings are not controlled well.
Common injection molding defects include:
- Sink marks
- Warping
- Flash
- Short shots
- Burn marks
- Flow lines
- Weld lines
- Voids
- Jetting
- Poor surface finish
Most defects can be reduced with better wall thickness, cleaner flow paths, proper gate placement, controlled cooling, correct drying, and stable machine settings. The best results usually come from fixing the design and process together, not treating defects as a final inspection problem.
Plastic Injection Molding vs Other Manufacturing Methods
Plastic injection molding is strongest when a company needs many identical plastic parts with tight control over shape, fit, and finish. Other methods serve different needs.
3D printing is better for early prototypes, test parts, and low-volume designs that change often. CNC machining works well for strong, accurate parts in small batches, especially when the material starts as a solid block or sheet. Urethane casting can bridge the gap between prototype and production, giving teams small runs without the cost of a full steel mold.
Injection molding becomes the better choice when production volume rises and the design is ready. The mold costs more upfront, but the process gives lower per-part cost, faster repeat production, and stronger consistency over long runs.
| Method | Best For | Strengths | Limitations |
| Injection molding | High-volume plastic parts | Low unit cost at scale, repeatability, complex shapes | High tooling cost |
| 3D printing | Prototypes and low-volume custom parts | Fast iteration, no tooling, design freedom | Slower per part, limited production economics |
| CNC machining | Precision prototypes and low-volume rigid parts | Tight tolerances, strong material options | More waste, higher unit cost at scale |
| Blow molding | Hollow plastic parts | Ideal for bottles, tanks, and containers | Limited to hollow shapes |
| Thermoforming | Large thin plastic parts | Lower tooling cost, good for trays and panels | Less detail and lower dimensional precision |
Design Considerations for Injection Molded Parts
Good part design plays a major role in injection molding quality. A moldable design helps plastic flow, cool, and release from the mold without avoidable defects. It also keeps cycle time, tooling cost, and production risk under control.
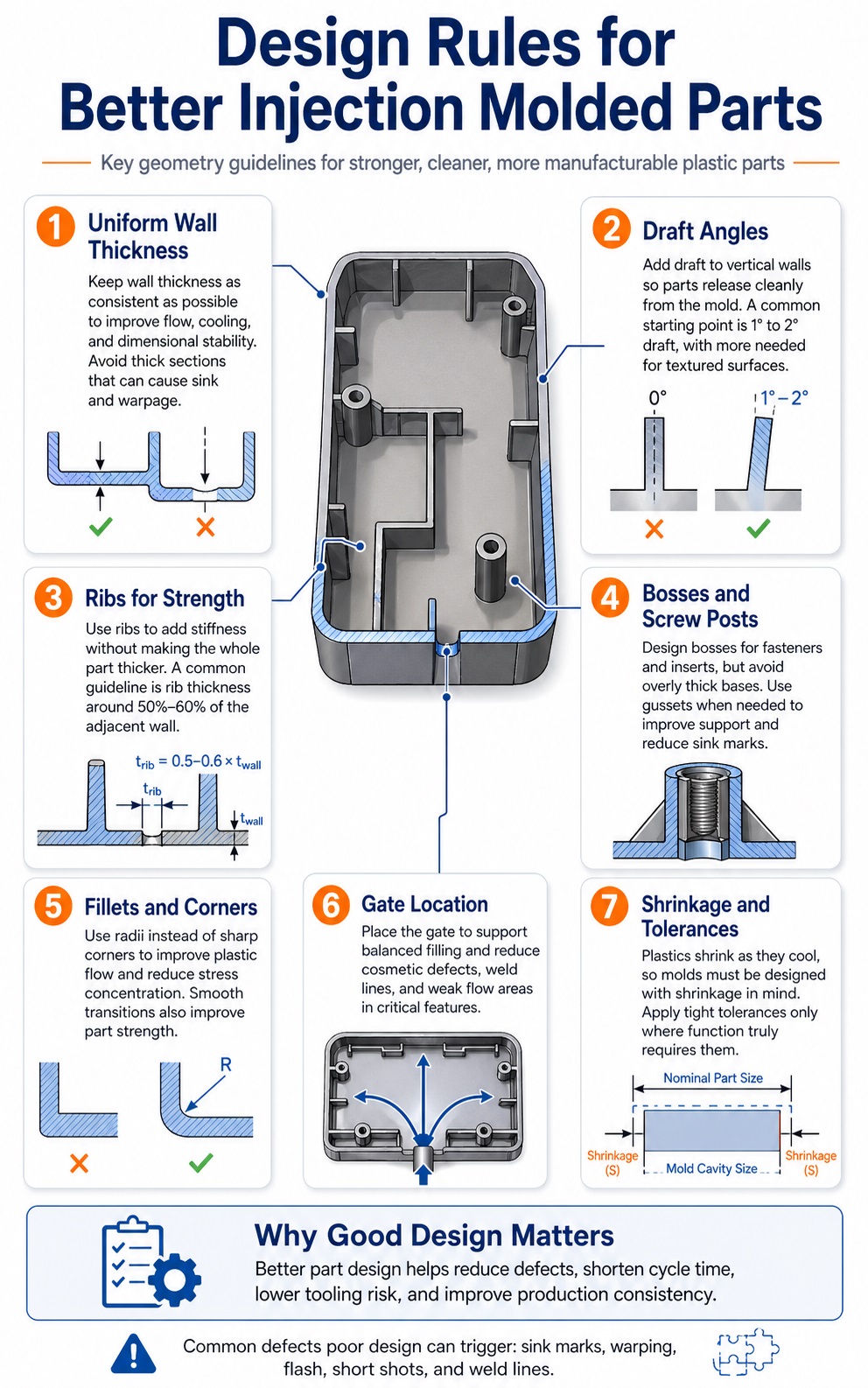
Wall Thickness
Uniform wall thickness helps molten plastic flow evenly and cool at a steady rate. Thick areas take longer to cool and raise the risk of sink marks, voids, warping, and uneven shrinkage.
Many people assume thicker plastic means a stronger part. In practice, ribs, gussets, and other support features often add strength with less material and fewer cooling problems.
Draft Angles
Draft is a slight angle on vertical walls that helps the part release from the mold. Without enough draft, the part can stick, drag, scratch, or bend during ejection.
Textured surfaces usually need more draft because the texture grips the mold. Deep textures need extra care, especially on cosmetic parts where drag marks are easy to see.
Ribs and Bosses
Ribs add stiffness without making the whole part thicker. Bosses create mounting points for screws, inserts, pins, or assembly features.
Poor rib and boss design can create sink marks, weak spots, or stress around fasteners. Their thickness, height, spacing, and connection points need careful planning so they support the part without causing new problems.
Gate Location
The gate is the point where molten plastic enters the mold cavity. Its location affects how the plastic flows, where weld lines form, how the surface looks, and how well the part packs out.
A good gate plan balances function, appearance, and production needs. For example, a visible consumer part often needs the gate hidden or placed where the mark does not affect the finished look.
Shrinkage
Plastic shrinks as it cools. Each resin has its own shrink rate, and the final result also depends on wall thickness, flow direction, mold temperature, and machine settings.
Toolmakers account for shrinkage when they design the mold. If they miss it, the molded part can come out too small, out of shape, or hard to assemble with other parts.
Tolerances
Injection molding can produce accurate parts, but tight tolerances increase tooling demands, process control, and inspection work.
Engineers should apply tight tolerances only where they matter, such as sealing surfaces, snap-fits, moving parts, and assembly points. Loose tolerances on non-critical features help control cost without hurting performance.
Cost Factors in Plastic Injection Molding
Injection molding cost comes from two main areas: the upfront cost to build the mold and the ongoing cost to produce each part. Tooling usually creates the largest early expense. Resin choice, part weight, cycle time, quality checks, and production volume shape the long-term cost.
Tooling Complexity
Tooling is often the biggest upfront cost in plastic injection molding. A mold has to be designed, machined, tested, and adjusted before full production begins.
Cost rises when the part has complex geometry, tight tolerances, undercuts, textured surfaces, multiple cavities, or moving mold parts. Mold material also matters. Aluminum molds are often used for prototypes and lower-volume runs, while hardened steel molds are used for long production runs because they last longer.
Resin Selection
The plastic resin affects both cost and performance. Commodity plastics such as polypropylene and polyethylene usually cost less. Engineering resins such as nylon, polycarbonate, acetal, and high-temperature plastics cost more.
The right resin depends on strength, flexibility, heat resistance, chemical resistance, appearance, and regulatory needs. Choosing a cheaper material can reduce the quote, but it can also lead to cracking, warping, poor fit, or failure in real use.
Part Size and Weight
Large and heavy parts use more plastic, need more machine capacity, and take longer to cool. That increases material cost and production cost.
Lightweighting helps control cost, but it has to be done carefully. A part that is too thin can warp, crack, or fail under load. Good design removes excess material while keeping enough strength and stiffness for the job.
Cycle Time
Cycle time is the time needed to make one molded part or one full mold shot. It includes injection, packing, cooling, mold opening, ejection, and mold closing.
Shorter cycles reduce machine time per part. Cooling often takes the longest, so wall thickness, mold cooling layout, and resin choice have a direct effect on production cost.
Number of Cavities
A mold can produce one part per cycle or several parts per cycle. A single-cavity mold costs less upfront, but it produces parts more slowly.
A multi-cavity mold costs more to build, but it raises output and lowers the cost per part in high-volume production. For long runs, that higher tooling cost is spread across many more parts.
Tolerance Requirements
Tight tolerances increase cost because the mold needs more precise machining, the process needs tighter control, and inspection takes more work.
Some dimensions need tight control for fit, sealing, movement, or assembly. Other features do not. A practical molded part design reserves tight tolerances for the areas that affect function.
Surface Finish and Texture
Surface finish affects both tooling cost and production control. A basic non-cosmetic finish is easier to produce. Polished, glossy, matte, textured, or highly cosmetic surfaces need more mold work and closer process control.
Texture also affects release from the mold. A deeper texture usually needs more draft so the part can eject cleanly without scuffs or drag marks.
Secondary Operations
Some molded parts need extra work after ejection. Common secondary operations include trimming, painting, printing, labeling, ultrasonic welding, heat staking, assembly, inspection, and packaging.
Each added step adds labor, handling, equipment use, and quality checks. Designing the part to come out of the mold as close to finished as possible helps reduce cost and production time.
Production Volume
Production volume has a major effect on unit cost. A mold can be expensive to build, but higher volume spreads that cost across more parts.
For a small batch, tooling can make each part expensive. For a long production run, the same tooling cost becomes a smaller part of the final unit price.
Quality and Regulatory Requirements
Parts used in medical, automotive, aerospace, food-contact, or safety-related products often need stronger quality controls. These can include material traceability, process validation, dimensional inspection, test records, documentation, and compliance checks.
Those requirements increase cost, but they are necessary when a part must meet strict safety, performance, or regulatory standards.
How Much Does It Cost to Set Up a Plastic Injection Molding Factory?
Understanding mold cost and per-part cost is one thing. Setting up a full plastic injection molding factory is a much bigger financial step. A factory needs machines, space, power, cooling, staff, software, materials, quality checks, and enough cash to cover the early months before steady revenue comes in.
For a small-to-mid-size injection molding shop, a realistic startup budget often falls between $1.2 million and $2 million. A larger shop with more machines, more automation, and in-house mold building can require $3 million or more.
What Determines Factory Setup Cost?
Factory setup cost depends on the size of the operation, the number of machines, the target market, the level of automation, and whether mold making happens in-house or through outside toolmakers.
The biggest cost areas are:
- Injection molding machines and support equipment
- Facility lease, power upgrades, cooling, and compressed air
- Mold tooling and starter mold inventory
- Quality-control equipment
- Raw material inventory
- Payroll and working capital before revenue stabilizes
A shop making simple consumer parts has a different cost structure than one serving medical, automotive, or precision industrial customers. Higher-grade work requires better quality systems, more documentation, stronger inspection tools, and more skilled labor.
Example: Small-to-Mid-Size Injection Molding Startup
The example below shows a realistic cost model for a small production shop serving consumer, packaging, or industrial clients. It is not based on one company, but it reflects typical equipment, facility, and operating needs for a practical startup.
Facility Profile
- 8,000 to 12,000 sq ft leased production space
- 2 to 3 injection molding machines, usually 150 to 300 tons
- Basic in-house mold-making ability
- Small quality-control and inspection area
- 8 to 12 employees at full operation
Capital Expenditure, One-Time Startup Costs
| Item | Estimated Cost |
| 150-ton injection molding machine | $180,000 |
| 300-ton injection molding machine | $275,000 |
| CNC mold-making machine | $150,000 |
| Robotic arm for part removal | $65,000 |
| Coordinate Measuring Machine, CMM, for quality checks | $85,000 |
| Facility build-out, including electrical upgrades, compressed air, and cooling lines | $80,000 to $120,000 |
| Ancillary equipment, including dryers, conveyors, grinders, and chillers | $40,000 to $60,000 |
| Initial mold inventory, usually 2 to 4 starter molds | $30,000 to $80,000 |
| ERP or production software | $15,000 to $30,000 |
| Safety systems, signage, and compliance setup | $10,000 to $20,000 |
| Total estimated capital expenditure | $930,000 to $1,065,000 |
This startup cost covers the core assets needed to produce molded plastic parts. The machines, mold equipment, facility upgrades, and quality tools create the largest early cash demand.
Monthly Operating Costs
A factory also needs steady cash for rent, labor, power, materials, maintenance, insurance, and day-to-day overhead. For a small-to-mid-size shop, monthly operating cost often falls between $77,000 and $140,000.
| Item | Estimated Monthly Cost |
| Facility lease, 8,000 to 12,000 sq ft | $12,000 to $25,000 |
| Electricity and utilities | $8,000 to $15,000 |
| Labor, including operators, technicians, QA, and admin | $35,000 to $55,000 |
| Resin inventory replenishment | $15,000 to $30,000 |
| Machine maintenance and tooling upkeep | $3,000 to $6,000 |
| Insurance, compliance, and regulatory costs | $2,000 to $4,000 |
| Miscellaneous overhead | $2,000 to $5,000 |
| Total monthly operating cost | $77,000 to $140,000 |
Labor and energy deserve close attention. Operators, mold technicians, quality staff, and maintenance workers keep production stable. Electricity also becomes a major cost because injection molding machines, dryers, chillers, grinders, and compressors run for long hours.
Working Capital Reserve
A new injection molding factory needs a cash buffer beyond equipment and rent. The shop has to pay wages, buy resin, cover utilities, maintain machines, and fund production before customer payments arrive.
For a small operation, a working capital reserve of $300,000 to $600,000 is a realistic minimum. A stronger reserve, closer to $1 million or more, gives the business more room during slow ramp-up, delayed customer payments, rejected parts, machine downtime, or tooling changes.
Underfunding this stage creates pressure fast. A shop can own good machines and still struggle if it cannot cover payroll, resin purchases, and production delays during the first several months.
Mold Tooling Cost Reference
The factory setup cost does not cover every mold needed for future customer jobs. Molds are usually quoted per project. In many cases, the customer pays for the mold directly or the cost is built into the part price.
| Mold Type | Approximate Cost | Suitable For |
| Single-cavity aluminum mold | $3,000 to $10,000 | Prototypes and low-volume runs |
| Single-cavity steel mold | $8,000 to $25,000 | Medium-volume production |
| Multi-cavity steel mold, 4 to 8 cavities | $25,000 to $60,000 | High-volume standard parts |
| Complex multi-cavity steel mold, 16+ cavities | $60,000 to $100,000+ | Very high-volume or precision parts |
Simple molds cost less because they have fewer cavities, less machining time, and fewer moving features. Complex molds cost more when they include undercuts, side actions, tight tolerances, polished surfaces, textured finishes, or advanced cooling.
Per-Part Cost Example
Factory setup costs become easier to understand when they connect to one molded part. Consider a simple ABS consumer product housing produced in a run of 50,000 units.
| Cost Component | Estimated Value |
| Part weight | 25 grams |
| ABS resin cost | About $3.50 per kg |
| Material cost per part | About $0.09 |
| Machine time per part, 30-second cycle | About $0.18 |
| Labor and overhead allocation | About $0.12 |
| Amortized mold cost, $15,000 divided by 50,000 parts | About $0.30 |
| Estimated total cost per part | About $0.69 |
At 500,000 units, the same $15,000 mold adds only about $0.03 per part. That brings the estimated unit cost closer to $0.42, assuming material, labor, overhead, and cycle time remain similar.
This is the basic cost logic behind injection molding. The mold is expensive at the start, but its cost spreads across more parts as production volume rises.
What This Means for a Business
A realistic small injection molding factory needs about $1.2 million to $2 million to become fully operational. That budget covers equipment, facility work, starter molds, working capital, materials, and early operating months. A larger shop with more machines, more automation, and a wider customer base needs $3 million or more.
The investment is large, but the unit cost improves as production volume increases. A well-run shop controls scrap, keeps machines loaded, maintains molds properly, and builds repeat customer work. Those factors matter as much as the equipment itself.
For many businesses, outsourcing is the better choice at the start. Contract molding works well for early-stage products, low volumes, and designs that still need changes. In-house molding starts to make financial sense when production is steady, volume is high, and the company has enough work to keep machines running.
Is Plastic Injection Molding Sustainable?
Plastic injection molding is not automatically sustainable. It uses plastic resin, electricity, tooling, packaging, and transportation. Still, manufacturers can reduce waste and improve the process through better design, smarter material choices, lower scrap rates, recycled content, and energy-saving equipment.
The most practical sustainability improvements include:
- Designing durable parts that last longer
- Reducing extra part weight
- Using recycled resin where performance allows
- Using bio-based resin where suitable
- Reusing clean regrind when the application allows it
- Reducing scrap and rejected parts
- Improving cycle time and cooling control
- Choosing energy-saving molding machines
- Designing parts for repair, reuse, or recycling
- Reducing extra finishing steps
- Producing closer to the end market when shipping distance matters
Energy use is a key issue. Injection molding needs power to melt plastic, create injection pressure, open and close the mold, cool the part, and run dryers, conveyors, chillers, grinders, and compressors.
A responsible view looks at the full product life: material source, part weight, durability, production waste, energy use, shipping, recyclability, and end-of-life handling. A molded plastic part is not “green” by default. It earns a better environmental profile through design choices and production control.
When Should a Business Use Plastic Injection Molding?
Plastic injection molding works best when a business needs repeatable plastic parts at meaningful volume. It fits products with stable designs, clear material needs, and long production runs.
Injection molding is a good fit when:
- The product needs thousands to millions of parts
- The design is stable
- Consistent dimensions matter
- The part needs a certain engineering plastic
- The shape includes clips, ribs, bosses, threads, or thin walls
- The part has to fit into an assembly
- Low unit cost matters at scale
- Surface finish and repeatability matter
- Production will continue across several runs
Injection molding is a poor fit when:
- The design is still changing
- Only a few parts are needed
- The tooling budget is limited
- The product needs immediate prototyping
- The part is better suited to machining, thermoforming, or blow molding
- Expected volume does not justify the mold cost
Common Injection Molding Defects and What Causes Them
| Defect | What It Looks Like | Common Causes |
| Sink marks | Small depressions on the surface | Thick walls, poor cooling, low packing pressure |
| Warping | Part bends or twists after cooling | Uneven wall thickness, poor cooling, material shrinkage |
| Flash | Thin extra plastic around edges | Excess pressure, worn tooling, weak mold clamping |
| Short shot | Mold cavity does not fully fill | Low pressure, poor flow, blocked gate, not enough material |
| Burn marks | Dark or discolored areas | Trapped air, overheating, high injection speed |
| Flow lines | Visible streaks or patterns | Poor flow, low melt temperature, gate problems |
| Weld lines | Lines where flow fronts meet | Multiple flow paths, weak bonding, poor gate location |
| Voids | Internal air pockets | Thick sections, poor packing, cooling problems |
Most defects trace back to part design, mold design, material choice, machine settings, or cooling control. Good production teams solve these problems early instead of relying on final inspection to catch bad parts.
Why Injection Molding Still Matters in Modern Manufacturing
Modern manufacturing needs repeatable quality, lighter parts, faster production, tighter process control, and better use of materials. Plastic injection molding fits those needs because it can produce complex plastic parts at scale with strong control over shape, finish, and material performance.
The process also supports advanced production methods, including:
- Automated part handling
- Robotics
- Multi-cavity tooling
- In-mold labeling
- Insert molding
- Overmolding
- Scientific molding
- Digital process monitoring
- Quality inspection systems
- Recycled-content resin programs
- Engineering resin programs
Injection molding is a mature process, but it is not outdated. Better machine controls, lower-energy equipment, improved mold cooling, simulation software, advanced polymers, and stronger quality systems continue to improve how molded plastic parts are made.
Frequently Asked Questions
What is plastic injection molding in simple terms?
Plastic injection molding makes plastic parts by melting plastic pellets and injecting the melted plastic into a shaped mold. After the plastic cools, the mold opens and releases the finished part.
Why is injection molding so common?
Injection molding is common because it can produce large numbers of consistent plastic parts at a low unit cost after the mold is built. It also supports complex shapes, many resin choices, and repeatable quality.
What plastics are used in injection molding?
Common injection molding plastics include ABS, polypropylene, polyethylene, nylon, polycarbonate, acetal, TPE, and TPU. The best material depends on strength, flexibility, heat resistance, chemical resistance, appearance, and regulatory needs.
Is injection molding expensive?
Injection molding has high upfront tooling cost, but it becomes cost-effective at medium and high production volumes. The more parts produced from the same mold, the lower the tooling cost per part becomes.
How long does injection molding take?
The molding cycle can take seconds to minutes per part, depending on part size, wall thickness, material, mold design, and cooling time. Tooling, sampling, and validation take much longer than each molding cycle.
What products are made by injection molding?
Injection molding is used to make automotive clips, medical device housings, bottle caps, appliance parts, electronic enclosures, toys, containers, gears, fittings, tool handles, and many other plastic components.
What is the difference between injection molding and 3D printing?
Injection molding is best for high-volume production of repeatable plastic parts. 3D printing is better for prototypes, custom parts, and low-volume production because it does not require a mold.
Is plastic injection molding sustainable?
Plastic injection molding can become more sustainable through better part design, recycled or bio-based resin where suitable, lower scrap rates, energy-saving equipment, regrind use, lightweighting, and better end-of-life planning. Sustainability depends on the full product life, not only the molding step.
Conclusion
Plastic injection molding turns melted plastic resin into precise, repeatable parts using a shaped mold. Manufacturers use it because it supports high-volume production, consistent quality, complex part shapes, broad material choice, and low per-part cost at scale.
For businesses, the real question is not whether injection molding is better than every other process. The better question is whether the product design, production volume, material need, timeline, and budget fit the process.
When the design is stable and the volume is high enough, plastic injection molding remains one of the most reliable and cost-effective ways to make modern plastic parts.

